纺织品经过双氧水漂白后,残留的过氧化氢会危害活性染料染色,易造成色差、色花等染疵,因此染色前必须将织物及水浴中的H202清除。
纯棉针织前处理
纯棉针织坯布或纱线,通常带有较多的棉纤维伴生物(如蜡状物质、果胶物质、灰分等),这些伴生物极大地影响棉纤维的润湿性与染色性,所以染色前必须通过精练漂白处理将其去除。针织物由于经纱不上浆,加之组织规格松软,坯布的炼漂通常在染色机中进行,而后经水洗、中和再以活性染料染色。纯棉机织物染艳亮及其中浅色泽时,也常会因炼漂半制品的白度不足,在染色前再做复氧漂工艺处理,经水洗后再以活性染料染色。
利用双氧水其氧化性将纺织品中的杂质、色素等物质氧化褪色后,使纺织品具有一定的白度和吸湿性能,保证后续的染色等染整加工顺利进行。双氧水(又称过氧化氢)是纺织品前处理中必不可少的一种化学助剂,其氧化性能以及成本优势使得其用量一直占据纺织用氧化剂的前列;双氧水主要用于漂白工艺。精练漂白处理后的棉制品染色前,倘若在布面和水浴中残留有双氧水,将破坏活性染料基团,使染料与棉纤维之间不能形成有效的共价健而造成色浅、色花等染疵。
在实际生产中,棉织物染色前氧漂经水洗再进行活性染料染色的工艺模式,经常存在着得色稳定性差(深浅、色光),重现性不良,小样放大样失准,缸与缸之间色差明显以及色泽不匀(色花)等问题;活性染料的染色物在服用洗涤过程中,还存在着缓慢落色(褪色)的问题。
双氧水及残留对活性染色的影响
活性染料耐H202稳定性很差,各种类型的活性染料,在浸染染色中耐H202的稳定性都比较差;棉织物活性染料染浴中一旦有H202带入,染料的活性基团就会遭到破坏,无论是低温型或高温型活性染料,还是中温型或热固型活性染料,在含有H202的染浴中染色,其得色深度及颜色的鲜艳度都会明显下降,但下降幅度不同。
而且,H202含量越高,下降幅度越大;严重者造成色差、色花及色斑等染疵,因而染色前必须将织物上残留的双氧水及水浴中的H202清除。否则,残余的双氧水会将染料氧化褪色,导致纺织品产生得色低、色花等染色疵病。
究其原因有两个
(1)部分染料的发色团或活性基,遭到H202破坏,使染料消色或失去上染能力。
(2)部分染料-纤维素的结合键发生了断裂,使已上染的染料脱落(一般说活性基的化学活性越强,染料-纤维键越容易断裂)。
因此,只有染液中双氧水带入(即使浓度很低),也会发生明显的色浅,这可从以下实验中得到证实,见下表1。
表1 双氧水对常规活性染料染色结果的影响
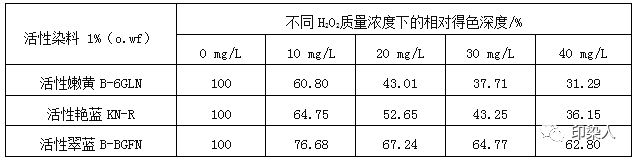
在含H202的染浴中,各种类型的活性染料与纤维素纤维上已形成的结合键,也会产生一定程度的“断键”现象;这说明H202对活性染料染色结果(减色,变色)的影响,主要是因染料的发色基团或活性基遭到破坏所致。
(1)活性染料耐H202稳定性差,是染色前进行氧漂经水洗再活性染料染色,容易产生色泽不稳定问题的症结所在。这是由于织物在喷射溢流染色机或气流染色机中绳状氧漂后,织物中包含的H202通常难以彻底洗净,一旦带入后道染浴中,必然造成色泽(深浅,色光)的波动。
(2)活性染料与纤维素纤维的结合键所存在的氧化性“断键”现象,是活性染料的染色物在服用洗涤过程中会产生逐渐落色的根源。这是因为,常用家用洗涤剂中一般会含有过硼酸钠、过碳酸钠等氧化物,它们会不同程度地催化活性染料与纤维素纤维结合键断裂的缘故。

染浴中无残余过氧化氢 浴中5mg/L H202含量 浴中30mg/L H202含量
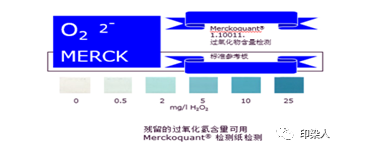
染浴中的双氧水残余量一般采用试纸来检测
除氧净洗工艺介绍
目前消除H202对活性染料染色结果的负面影响的除氧净洗工艺有:水洗除氧、还原剂处理和酶处理三种方式。
1.洗涤脱氧法
A、By-rinsing水洗
水洗除氧即使用大量的清水将布面残余的双氧水冲洗,稀释后去除。
工艺流程:Bleaching(漂白)→Rinsing(水洗)→Rinsing(水洗)→Rinsing(水洗)→Rinsing(水洗)→Dyeing(染色)。
染色前炼漂或氧漂后,采用热水洗→热水洗→溢流冷水洗,确认H202已充分洗尽后,方可以活性染料染色。该法耗能大,排污多,成本高且难以除尽,显然不符合当今“节能、减排、增效”的染整理念。
B、With reducing agent还原剂净洗
还原剂除氧一般使用海波(sodium hyposulf- ite,硫代硫酸钠)、保险粉(连二亚硫酸钠)等作为还原剂,与双氧水反应,后续水洗去除残余的还原剂。
工艺流程:Bleaching(漂白)→Rinsing(水洗)→Reducing agent(还原剂)→Rinsing(水洗)→Dyeing(染色)。
水洗除氧可能会有除氧不净的风险;还原剂除氧也可能存在还原剂物质清洗不彻底的问题,影响染色性能;而且相对酶处理,水洗除氧和还原剂除氧工序长、耗水量大。
C、With Catalase除氧酶除氧
酶处理指的是采用过氧化氢酶催化过氧化氢分解来实现除氧的目的,酶处理由快速、彻底的优点。
工艺流程:Bleaching(漂白)→Rinsing(水洗)→Catalase(过氧化氢酶)→Dyeing(染色)。
不同的除氧方式对应活性染色效果:
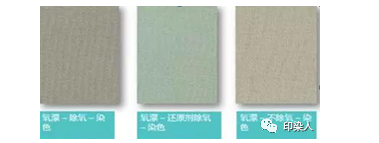
A、除氧酶除氧 B、还原剂除氧 C、水洗除氧
水洗除氧即用冷水反复洗,这样不仅要耗费过多的水、电、汽,工艺时间过长,且存有除氧不净的风险;还原剂除氧也可能存在还原剂清洗不彻底的问题。而且相对酶处理,水洗除氧和还原剂除氧工序长、耗水量大。因此,生物酶脱氧法最快捷有效,而且节能、减排、增效优势突出。具有专一性的生物催化剂环保型过氧化氢酶的出现,提供了氧漂生物净化工艺。
酶处理除氧是适应节能减排要求以及保证纺织品加工质量的最佳选择;由于只需要做一道冷水洗,中和脱氧染色可同浴进行;生物酶脱氧法最快捷有效,而且节能、减排、增效优势突出;这一全新的绿色工艺具有突出的“节能、减排、增效”优势。
2.生物除氧酶除氧法
主要应用于氧漂后的生物净化,在染色前去除氧漂后残留于纺织品及其工艺环境中的过氧化氢;具有专一性的生物催化剂环保型过氧化氢酶的出现,提供了氧漂生物净化工艺;这一全新的绿色高效工艺可大大缩短工艺时间,节约用水、降低能耗,高效彻底分解双氧水,使染色完全环保。
使用方法
染色前炼漂或氧漂后,采用冷水洗→中和、脱氧、染色一浴法工艺。
过氧化氢酶适用于各种间歇式的加工设备,如纱线染色机,喷射溢流染色等。
生物酶脱氧法的操作过程(以喷射溢流机为例):
①由于各厂漂白工艺和处理织物的不同,建议工艺:常温运行下(应关闭蒸汽),用量0.05~0.1ml/L,处理时间15~20分钟。
②如处理特厚织物和筒子纱需要适当增加用量,并延长作用时间。
具体操作流程:
①织物经炼漂或漂白后,放掉用过的漂练液。
②先用冷水清洗一次约10min,排掉洗水或直接加入冷水至适合染色的浴比。
③加入清水,边运转边加入适量醋酸,调PH值至5.0~7.0,同时升温至35~45℃(根据需要)。
④加入生物过氧化氢酶0.05~0.15g/L,运转脱氧10~20min,不排液;可以检验双氧水是否完全分解(可用MERCK双氧水试纸来检测)。
⑤加入染色用助剂、染料,调温至染料所需要的温度,并保温进行染色。
总结
活性染料对H202非常敏感(特别是艳蓝、翠蓝等),染浴中一旦有H202存在(即使浓度很低)活性染料的活性基因就会不同程度地遭到破坏,从而产生明显的色差、色花的染疵。因此,染色前彻底清除织物及其水浴中残留的H202异常重要。






